The design pressure for a vessel is called its “Maximum Allowable Working Pressure” (MAWP). In conversation this is sometimes referred to simply as the vessel’s “working pressure.” The MAWP determines the setting of the relief valve and must be higher than the normal pressure of the process contained in the vessel, which is called the “operating pressure” of the vessel. The operating pressure is fixed by process conditions. Table 12-1 recommends a minimum differential between operating pressure and MAWP so that the difference between the operating pressure and the relief valve set pressure provides a sufficient cushion. If the operating pressure is too close to the relief valve setting, small surges in operating pressure could cause the relief valve to activate prematurely.
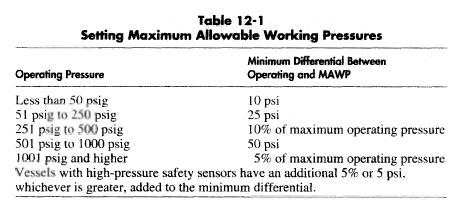
Some vessels have high-pressure safety sensors (PSH) that shut in the inflow if a higher-than-normal pressure is detected. The differential between the operating pressure and the PSH sensor set pressure should be as indicated in Table 12-1, and the relief valve should be set at least 5% or 5 psi, whichever is greater, higher than the PSH sensor set pressure. Thus, the minimum recommended MAWP for a vessel operating at 75 psig with a PSH sensor would be 105 psig (75 + 25 + 5); the PSH sensor is set at 100 psig and the relief valve is set at 105 psig.
Often, especially for small vessels, it is advantageous to use a higher MAWP than is recommended in Table 12-1. It may be possible to increase the MAWP at little or no cost and thus have greater future flexibility if process changes (e.g., greater throughput) require an increase in operating pressure.
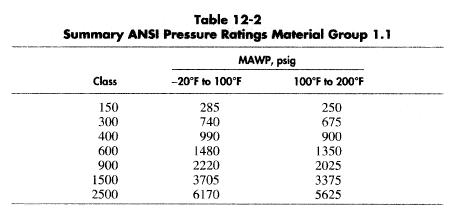
The MAWP of the vessel cannot exceed the MAWP of the nozzles, valves, and pipe connected to the vessel. Pipe flanges, fittings and valves are manufactured in accordance with industry standard pressure rating classes. Table 12-2 is a summary of the more detailed Table 9-11 in Volume 1 (1st Edition: Table 9-9) and presents the MAWP of carbon steel fittings manufactured accordance with American National Standards Institute (ANSI) specification B16.5.
If the minimum MAWP calculated from Table 12-1 is close to one of the ANSI MAWP listed in Table 12-2, it is common to design the pressure vessel to the same MAWP as the ANSI class. For example, the 105- psig pressure vessel previously discussed will have nozzles, valves and fittings attached to it that are rated for 285 psig (ANSI Class 150), The increase in cost of additional vessel wall thickness to meet a MAWP of 285 psig may be small.
Often, a slightly higher MAWP than that calculated from Table 12-1 is possible at almost no additional cost. Once a preliminary MAWP is selected from Table 12-1, it is necessary to calculate a wall thickness for the shell and heads of the pressure vessel. The procedure for doing this is described in the following section. The actual wall thickness chosen for the shell and heads will be somewhat higher than that calculated, as the shells and heads will be formed from readily available plates. Thus, once the actual wall thickness is determined, a new MAWP can be specified for essentially no additional cost. (There will be a marginal increase in cost to test the vessel to the slightly higher pressure.)
This concept can be especially significant for a low-pressure vessel where a minimum wall thickness is desired. For example, assume the calculations for a 50-psig MAWP vessel indicate a wall thickness of 0.20 in., and it is decided to use 1/4-in. plate. This same plate might be used if a MAWP of 83.3 psig were specified. Thus, by specifying the higher MAWP (83.3 psig), additional operating flexibility is available at essentially no increase in cost. Many operators specify the MAWP based on process conditions in their bids and ask the vessel manufacturers to state the maximum MAWP for which the vessel could be tested and approved.