These units are designed to allow hydrates to form and to melt them with the heat of the incoming gas stream before they can plug downstream equipment. In addition, the low-temperature separation that occurs in an LTX unit results in stabilizing the liquids. This results in an increase in liquids recovered and a corresponding decrease in the heating value of the gas over what would be the case with separation at normal temperatures.
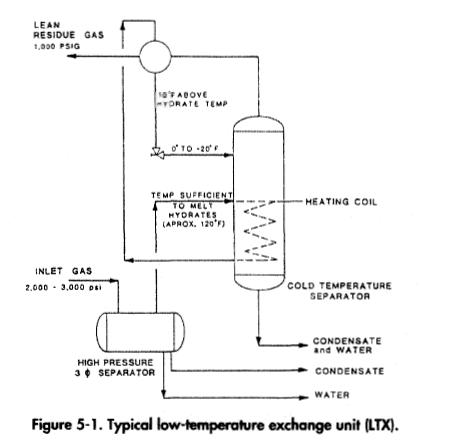
Figure 5-1 shows a typical LTX process. The inlet gas stream is choked at the well to 2,000 to 3,000 psi or until the temperature declines to approximately 120°F, which is well above the hydrate formation temperature. The inlet stream next enters a coil in the bottom of the low temperature separator. The stream is then cooled to just above the hydrate formation temperature with the outlet gas coming off the low temperature separator. This assures the lowest possible temperature for the inlet stream when it enters the vessel after the choke. This choke is mounted in the vessel itself. When the pressure drop is taken, the temperature will decrease to well below the hydrate point. Hydrates form, but they fall into the bottom of the separator and are melted by the heating coil. The hydrates do not plug the choke because the choke is inside the separator.
The gas, condensate, and free water are then discharged from the vessel through backpressure and liquid dump valves. The gas leaving the separator is saturated with water vapor at the temperature and pressure of the top of the low temperature separator. If this temperature is low enough, the gas may be sufficiently dehydrated to meet sales specifications.
The low-temperature separator acts as a cold feed condensate stabilizer. A natural cold reflux action exists between the rising warmed gases liberated from the liquid phase and cold condensed liquid falling from the stream inlet. The lighter hydrocarbons rejoin the departing gas stream and the heavier components recondense and are drawn from the vessel as a stable stock tank product.The colder the temperature of the gas entering the separator downstream of the choke, the more intermediate hydrocarbons will be recovered as liquid. The hotter the gas in the heating coil, the less methane and ethane there will be in the condensate, and the lower its vapor pressure. In some cases, it may be necessary to heat the inlet gas stream upstream of the coil, or provide supplemental heating to the liquid
to lower the vapor pressure of the liquid.
In summary, a colder separation temperature removes more liquid from the gas stream; adequate bottom heating melts the hydrates and revaporizes the lighter components so they may rejoin the sales gas instead of remaining in liquid form to be flashed off at lower pressure; and cold refluxing recondenses the heavy components that may also have been vaporized in the warming process and prevents their loss to the gas stream.
LTX units are not as popular as they once were. The process is difficult to control, as it is dependent on the well flowing-tubing pressure and flowing-tubing temperature. If it is being used to increase liquid recovery, as the flowing temperature and pressure change with time, controls have to be reset to assure that the inlet is cold enough and the coil hot enough. If the coil is not hot enough, it is possible to destabilize the condensate by increasing the fraction of light components in the liquid stream. This will lower the partial pressure of the intermediate components in the stock tank and more of them will flash to vapor. If the inlet stream is not cold enough, more of the intermediate components will be lost to the gas stream.
From a hydrate melting standpoint it is possible in the winter time to have too cold a liquid temperature and thus plug the liquid outlet of the low temperature separator. It is easier for field personnel to understand and operate a line heater for hydrate control and a multistage flash or condensate stabilizer system to maximize liquids recovery.