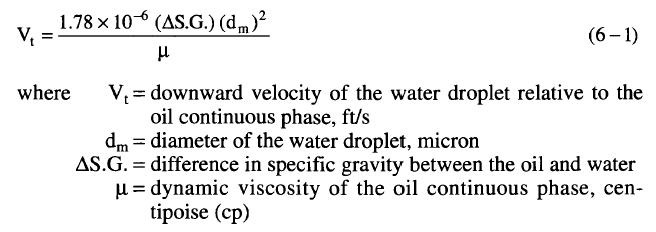
Adding heat to the incoming oil/water stream is the traditional method of separating the phases. The addition of heat reduces the viscosity of the oil phase allowing more rapid settling velocities in accordance with Equation 6-1. It also has the effect of dissolving the small crystals of paraffin and asphaltenes and thus neutralizing their effect as potential emulsifiers. Treating temperatures normally range from 100-160°F. In treating of heavy crudes the temperature may be as high as 300°F.
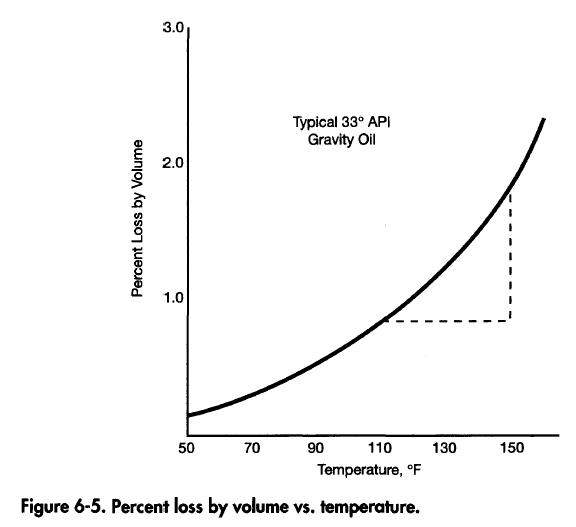
Adding heat can cause a significant loss of the lower boiling point hydrocarbons (light ends). This results in a “shrinkage” of the oil, or loss of volume. The molecules leaving the oil phase may be vented or compressed and sold with the gas. Even if they are sold with the gas, there will be probably be a net loss in income realized by converting liquid volume into gas volume. Figure 6-5 shows the amount of shrinkage that may be expected.
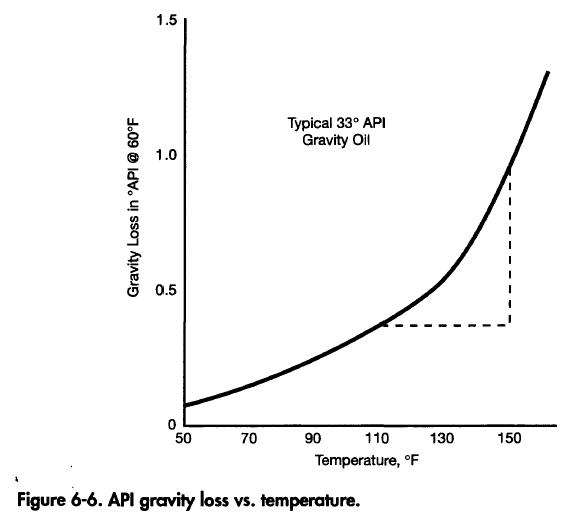
Increasing the temperature at which treating occurs also has the disadvantage of making the crude oil that is recovered in the storage tank heavier and thus decreasing its value. Because the light ends are boiled off, the remaining liquid has a lower API gravity. Figure 6-6 shows the API gravity loss for a typical crude oil.
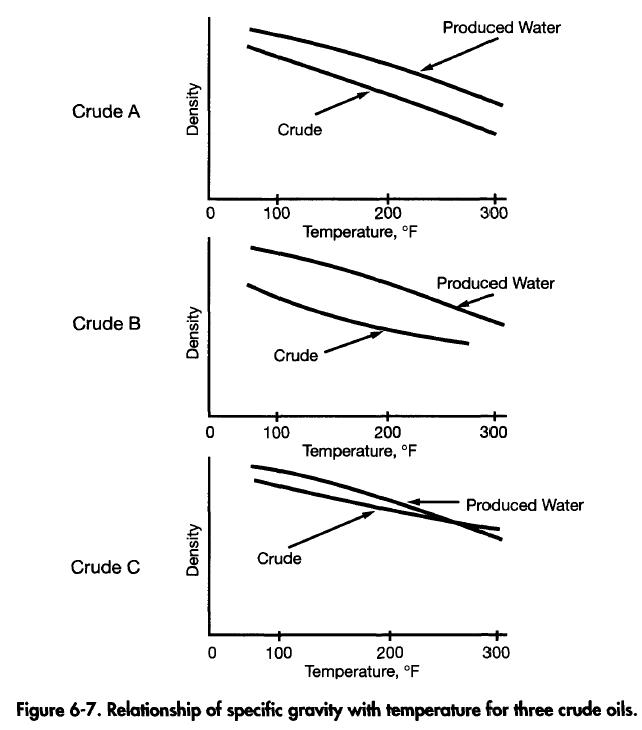
Increasing the temperature may lower the specific gravity at treater operating pressure of both the oil to be treated and the water that must be separated from it. However, depending on the properties of the crude it may either increase or decrease the difference in specific gravity as shown in Figure 6-7. In most cases, if the treating temperature is less than 200°F the change in S.G. with temperature can be neglected.
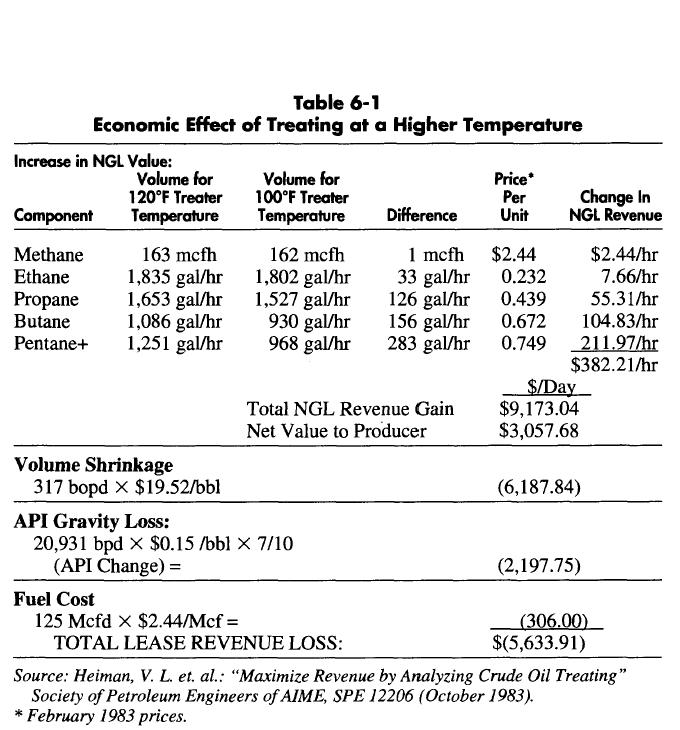
Finally, it takes fuel to provide heat and the cost of fuel must be considered. Thus, while heat may be needed to adequately treat the crude, the less heat that is used, the better. Table 6-1 illustrates the overall economic effect of treating temperature for a lease that produces 21,000 bopd of a 29° API crude.
The gas liberated when crude oil is heated may create a problem in the treating equipment if the equipment is not properly designed. In vertical heater-treaters and gunbarrels the gas rises through the coalescing section. If much gas is liberated, it can create enough turbulence and disturbance to inhibit coalescence. Perhaps more important is the fact that the small gas bubbles have an attraction for surface active material and hence for the water droplets. The bubbles thus have a tendency to keep the water droplets from settling and may even cause them to carry-over to the oil outlet.
The usual oil field horizontal heater-treater tends to overcome the gas liberation problem by coming to equilibrium in the heating section before introducing the emulsion to the settling-coalescing section. Some large crude processing systems use a fluid-packed, pump-through system that keeps the crude well above the bubble point. Top-mount degassing separators above electrostatic coalescers have been used in some installations.
If properly and prudently done, heating an emulsion can greatly benefit water separation. However, if a satisfactory rate of water removal can be achieved at the minimum temperature delivered into a process, there may be no reason to suffer the economic penalties associated with adding heat.