Process outlet temperature in an aerial cooler can be controlled by louvers, fan variable speed drives, blade pitch or recirculation of process fluid. As the process flow rate and heat duties change, and as the temperature of the air changes from season to season and night to day, some adjustment must be made to assure adequate cooling while assuring that the process fluid is not over cooled. Too cool a gas temperature could lead to hydrates forming and developing ice plugs in the cooler. Too cool a lube oil temperature could lead to high viscosities, resulting in high pressure drops and inadequate lubrication.
Louvers are probably the most common type of temperature control device on aerial coolers. They may be either automatically adjusted by sensing the process temperature or manually adjusted. Blade pitch is probably second most common, and variable speed drive is third.
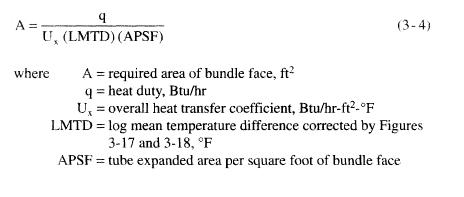
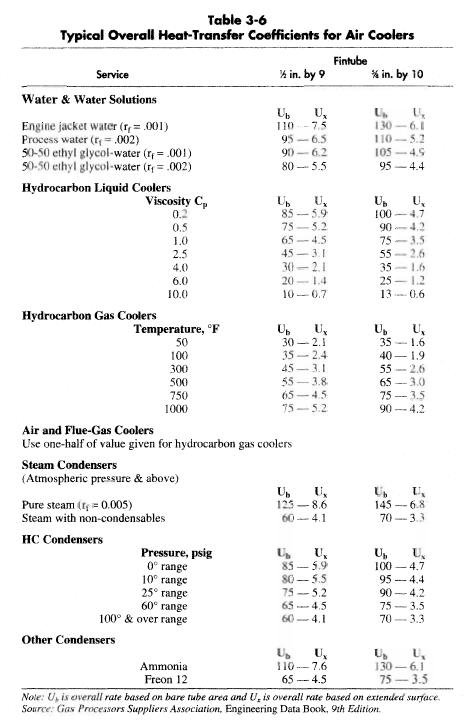
The procedure for calculating the number of tubes required for an aerial cooler is similar to that for a shell- and-tube exchanger. Table 3-6 shows approximate overall heat transfer coefficients. Ub should be used when the outside surface area of the bare tube (neglecting fins) is used in the heattransfer equation. Ux is used when the extended surface area including fins is used for the area term in the general heat transfer equation.
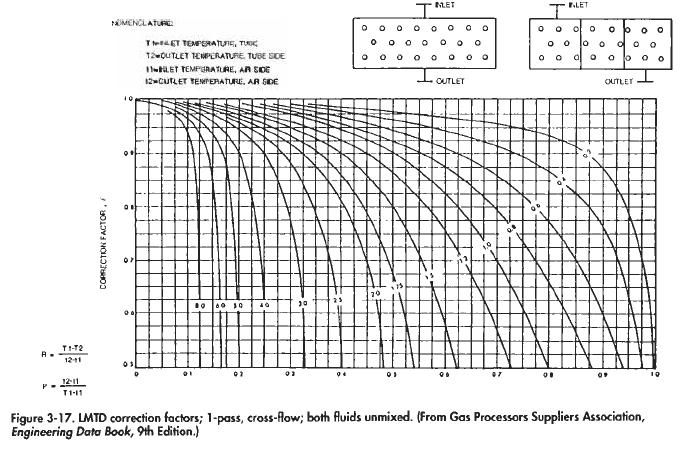
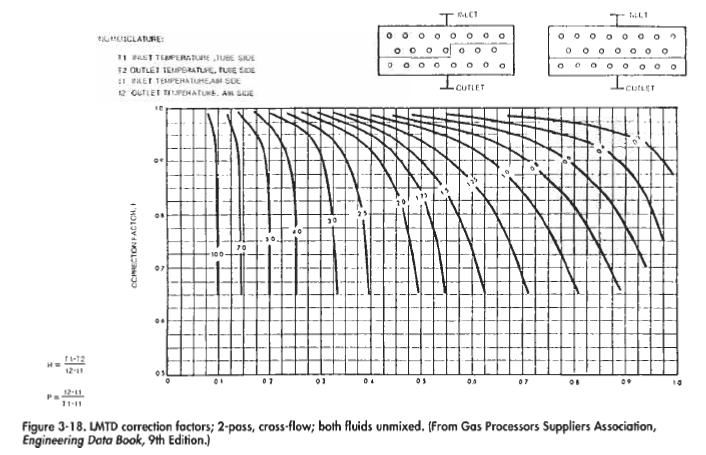
Figures 3-17 and 3-18 are LMTD correction charts. In using these figures the exit air temperature is needed. This can be approximated by:
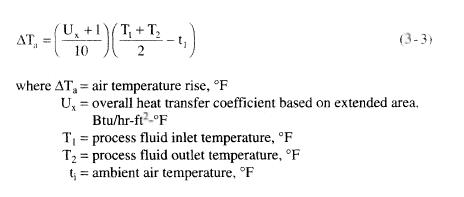
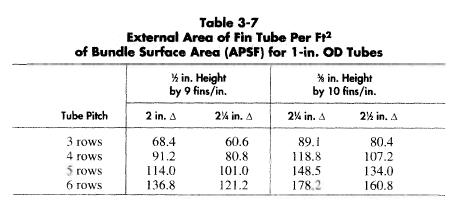
Table 3-7 gives the external area of fin tubes per square foot of bundle surface area. From this data the area of bundle surface area can be calculated from: