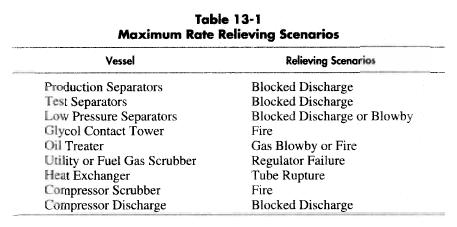
A vessel may be subject to more than one condition under different failure scenarios. For example, a low pressure separator may be subject to blocked discharge, gas blowby from the high pressure separator, and fire. Only one of these failures is assumed to happen at any time. The relief valve size needs to be calculated for each pertinent relieving rate and the largest size used. The usual controlling cases for common vessels and piping are shown in Table 13-1.
A vessel can only be overpressured if the upstream vessel has a higher pressure than the vessel in question. A compressor scrubber with a MAWP of 285 that gets flow from a 285 MAWP separator does not need to have a relief valve sized for blocked discharge. The upstream relief valve will keep the upstream separator pressure from going higher than 285, so there is no way it can overpressure the downstream scrubber. The scrubber PSV only needs to be sized for fire.
The same concept applies to a glycol contact tower, except for one small trick. Contact towers often handle glycol at temperatures above 1QO°F, so the MAWP is reduced for the higher temperature (e.g. 1,440 psig at 130°F rather than 1,480 psig at 100°F). In order to keep from sizing the contact tower relief valve for the full wellstream gas flow, the separator relief valve is usually set at the glycol tower MAWP (1,440 psig) even though the separator MAWP may actually be higher (1,480 psig).
Good engineering judgment should be used to determine the relief rate when the separator MAWP is higher than the well SITP. Unexpected things can happen with a well. Production reservoirs at different pressures within the well bore can communicate in unexpected ways (for example, as the result of a poor cement job). Where flow is coming from a well, it is a good idea to provide an extra margin of safety. If the vessel MAWP is not significantly higher than the well SITP, the relief valve should be sized for blocked discharge of the full production rate.
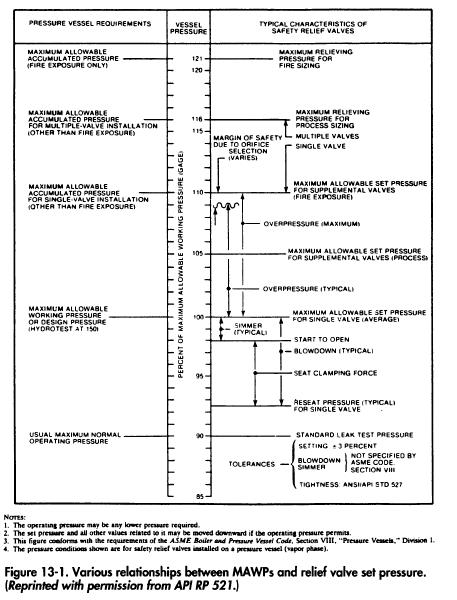
Figure 13-1 shows the various relationships between MAWP and the relief valve set pressure. The primary relief valve should be set to open at no more than 100% of MAWP and to relieve the worst case flow rates, not counting fire (i.e., blocked discharge or gas blowby), at a pressure of 1.10 MAWP. If two relief valves are used to handle the worst case flow rates, the first must be set no higher than 100% MAWP and the second at 1.05 MAWP. They must relieve the worst case flow rates, not counting fire, at 1.16 MAWP. The maximum pressure for relieving fire relief rates is 1.21 MAWP. Thus, under relief conditions, the pressure in the vessel may actually exceed MAWP. This buildup of pressure in the vessel above the MAWP as the relief valve opens is called “overpressure.” This is taken into account by the various safety factors in the ASME Code and is one of the reasons the vessel is originally tested to 1.5 MAWP.
The relief valve must be installed so that gases are routed to a safe location. In small facilities and remote locations this is accomplished with a simple “tail pipe,” which points the discharge vertically upward and creates a jet in excess of 500 feet per second. The jet action dilutes the discharge gases to below the lower flammable limit in approximately 120 pipe diameters. Liquids may fall back on the equipment.
In large facilities and offshore platforms where the escaping gases and liquids could present a source of pollution or ignition, it is common to route the relief valve discharges into a common “header” that discharges at a remote safe location. Often a vent scrubber is installed in this header to separate the bulk of the liquids and to minimize the possibility of liquid discharges to atmosphere.