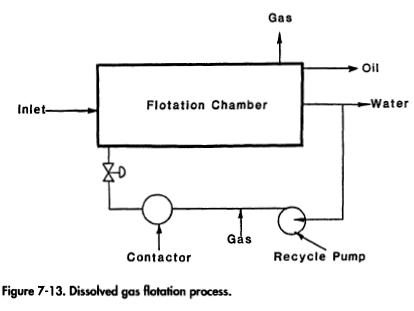
Dissolved gas designs take a portion of the treated water effluent and saturate the water with natural gas in a contactor. The higher the pressure the more gas can be dissolved in the water. Most units are designed for a 20 to 40 psig contact pressure. Normally, 20% to 50% of the treated water is recirculated for contact with the gas. The gas saturated water is then injected into the flotation tank as shown in Figure 7-13. The dissolved gas breaks out of solution in small diameter bubbles that contact the oil droplets in the water and bring them to the surface in a froth.
Dissolved gas units have been used successfully in refinery operations where air can be used as the gas and where large areas are available. In treating produced water for injection, it is desirable to use natural gas to exclude oxygen. This requires the venting of the gas or installation of a vapor recovery unit. Field experience with dissolved natural gas units have not been as successful as experience with dispersed gas units.
Design parameters are recommended by the individual manufacturers but normally range from 0.2 to 0.5 scf/barrel of water to be treated and flow rates of treated plus recycled water of between 2 and 4 gpm/ft2. Retention times of 10 to 40 minutes and depths of between 6 and 9 feet are specified.
Dissolved gas units are common in chemical plant operations, but, for the following reasons, they are seldom used in producing operations: (1) they are larger than dispersed gas units and they weigh more, so they have limited application offshore, (2) many production facilities do not have vapor recovery units and, thus, the gas is not recycled, and (3) produced water has a greater tendency to cause scale in the bubble-forming device than the fresh water that is normally found in plants.